To Edit Parameter Defaults
Click Project  Edit Parameters to open Parameter dialog box. Double-click a parameter default in last column to open Edit Parameter Default dialog box.
Edit Parameters to open Parameter dialog box. Double-click a parameter default in last column to open Edit Parameter Default dialog box.
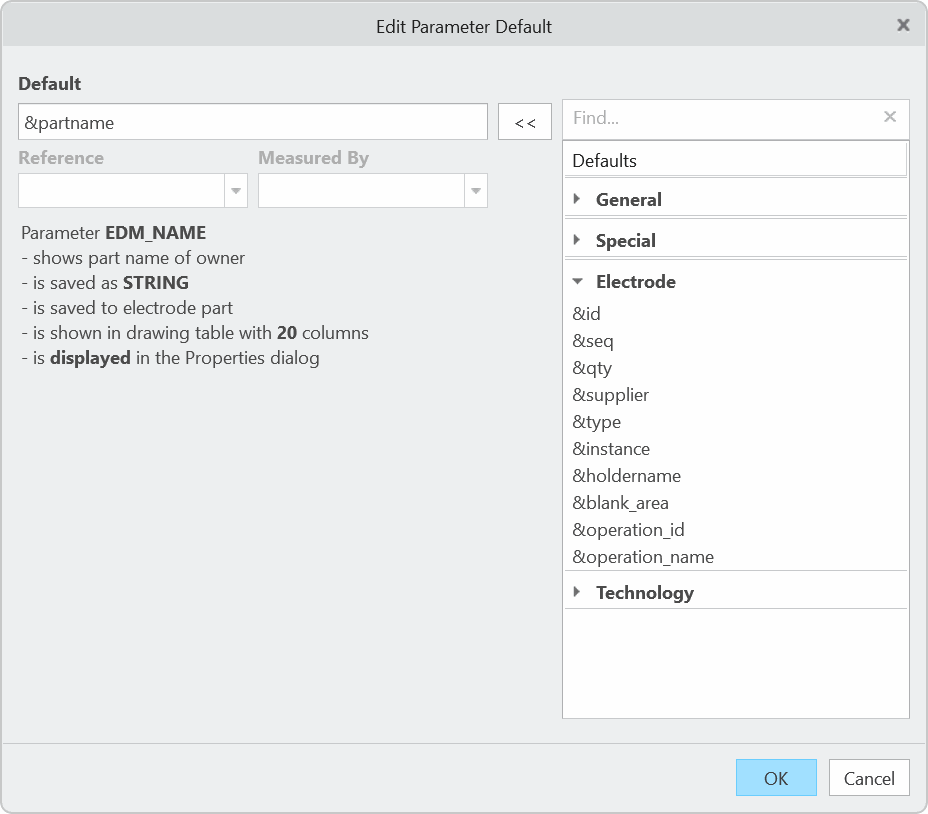
The left side shows the selected parameter default or value, optional references and a detailed description of the parameter.
A grouped list of available defaults is displayed on the right side. The filter can be used to limit the number of displayed
rules. The parameter owner decides which defaults are applicable.
Group Special
Applicable for all owners: PROJECT, ASSEMBLY, CORE, PART and COMPONENT.
- <fixed value>Input any value that should be assigned to the parameter.
- &<from parameter> To reuse any parameter add “&” to the parameter name and set this as default. SMARTElectrode tries to find the parameter inside the main assembly, the electrode part and the electrode component.
- &inheritRead the value from a parameter with the same name from parent. Assemblies inherit the value from selection list or original ref-part. Cores inherit from original ref-part. Electrodes inherit from assembly.
- &lockedMake a parameter known to SMARTElectrode.
Group General
Applicable for PROJECT, ASSEMBLY, CORE and PART.
- &partnamePartname of the electrode.
- &materialMaterial that was selected in definition dialog box
- &assembly_nameName of electrode assembly.
- &core_nameExtract name electrode is placed on.
- &core_materialWorkpiece material.
- &core_lengthOverall length of workpieces.
- &core_widthOverall width of workpieces.
- &core_heightOverall height of workpieces.
- &electrode_countNumber of unique electrode models in assembly.
- &position_countNumber of active electrode positions in assembly.
- ¤t_dateCurrent date. Date format is defined by option DATE_FORMAT.
- &initial_dateDate of creation. Date format is defined by option DATE_FORMAT.
- &user_nameUser name of designer.
- &locationShows the absolute path of the electrode.
- &projectdirShows the absolute path of the assembly.
- &projectidProject name. Used to set a superior project name that differs from assembly name.
- &sizeSize (max. bounding box) of the electrode.
- &x_sizeX-dimension of the electrode.
- &y_sizeY-dimension of the electrode.
- &z_sizeZ-dimension of the electrode. Reads electrode’s blank length defined by datum plane “LENGTH”.
- &z_size_solidShows the overall length of electrode geometry.
Group Electrode
Applicable for electrode PART.
- &idUnique SMARTElectrode-id.
- &seqIndex of electrode position.
- &qtyQuantity of identical models in the assembly.
- &supplierSupplier of electrode blank.
- &typeType of electrode blank. Rectangular, cylindric, ...
- &instanceSelected size from list. This value is not changed even if blank dimensions are changed.
- &holdernameName of the holder that is placed on an electrode.
- &blank_areaCross section area of electrode blank.
- &operation_idId of operation.
- &operation_nameName of operation subassembly.
- &qm_...Parameters carrying additional information for quality measuring:
- &qm_tol_minAllowed lower tolerance for quality measuring.
- &qm_tol_maxAllowed upper tolerance for quality measuring.
- &qm_stylusStylus name for measuring.
- &qm_tipTip name for measuring.
- &qm_prehitPrehit distance during measuring.
- &qm_retractRetract distance during measuring.
- &qm_preset_stylusStylus name for preset.
- &qm_preset_tipTip name for preset.
- &qm_preset_prehitPrehit distance during preset.
- &qm_preset_retractRetract distance during preset.
- &qm_tol_min
Group Technology
Applicable for PART and COMPONENT.
- &processorKind of erode-processor to be used for manufacturing, i.e. AGIE, FANUK.
- &orbitType of orbit, i.e. linear, rectangular...
- &overburn1First overburn-value.
- &overburn2Second overburn-value.
- &overburn3Third overburn-value.
- &overburn4Fourth overburn-value.
- &overburn1_qtyNumber of steps/electrodes for roughing.
- &overburn2_qtyNumber of steps/electrodes for semi-finishing.
- &overburn3_qtyNumber of steps/electrodes for finishing.
- &overburn4_qtyNumber of steps/electrodes for fine-finishing/polishing.
- &burnareaTotal area of all faces in the burning face quilt.
- &burnarea_xyEffective burn-area. This is the projected area of the contact surfaces in z-direction.
- &surf_classQuality standard (Ra, VDI, Rz, ...).
- &surf_qualitySurface quality.
- &priorityPriority of machining. Control specific selection list of values.
- &machining_dirTo output direction of machining. The vector from start position to end position are used for calculation. Current values are: +X, -X, +Y, -Y, +Z, -Z. The default is -Z. A 3d-Vector will be showed as combination of values. Example: -X-Z.
Group Measure
Applicable for COMPONENT. Measurements allow additional specification of destination (Reference) and origin (Measure By). Both references have to be named coordinate systems or system values. The syntax is &<default>:<(1)to reference>:<(2)from reference>. Electrode origin in end position and operation origin are used if no additional references are used: &<default>:ENDPOS:OP_ASM_REF_CSYS. The ‘from reference’ is used as projection reference.
System values for references
- ENDPOS — electrode origin in end position
- STARTPOS — electrode origin in start position
- SECUREPOS — electrode origin in secure position.
- OP_ASM_REF_CSYS — operation origin electrode belongs to.
Default rules for measurements
- &x_posX-position of the electrode calculated from coordinate system (2) to coordinate system (1).
- &y_posY-position of the electrode calculated from coordinate system (2) to coordinate system (1).
- &z_posZ-position of the electrode calculated from coordinate system (2) to coordinate system (1).
- &x_angleRotation about x-axis
- &y_angleRotation about y-axis
- &z_angleRotation about z-axis
- &x_trajectoryTo calculate incremental movement in X from coordinate system (2) to coordinate system (1). Operation origin is always used as projection reference.Example&x_trajectory:ENDPOS:STARTPOS calculates the trajectory from start position to end position with orientation of operation origin.
- &y_trajectoryTo calculate incremental movement in Y from coordinate system (2) to coordinate system (1). Operation origin is always used as projection reference.
- &z_trajectoryTo calculate incremental movement in Y from coordinate system (2) to coordinate system (1). Operation origin is always used as projection reference.
- &a_trajectoryTo calculate incremental rotation about X from coordinate system (2) to coordinate system (1). Operation origin is always used as projection reference.
- &b_trajectoryTo calculate incremental rotation about Y from coordinate system (2) to coordinate system (1). Operation origin is always used as projection reference.
- &c_trajectoryTo calculate incremental rotation about Z from coordinate system (2) to coordinate system (1). Operation origin is always used as projection reference.
- &x_distTo calculate X distance from coordinate system (2) to coordinate system (1).
- &y_distTo calculate Y distance from coordinate system (2) to coordinate system (1).
- &z_distTo calculate Z distance from coordinate system (2) to coordinate system (1).
- &xy_distTo calculate distance from coordinate system (2) to coordinate system (1) in XY-plane of operation. This parameter can be used to output the length of the vector for lateral machining.
- &distanceTo calculate complete distance from coordinate system (2) to coordinate system (1).